误差补偿
误差补偿是凸轮加工过程中的关键步骤。在实际加工中,由于设备精度、材料特性、温度变化以及人为因素等影响,可能会产生偏差,导致凸轮轮廓与设计预期不符。这些误差如果得不到有效控制,可能会影响机械系统的整体性能,甚至导致设备运行故障。
误差来源
在凸轮加工过程中,误差主要来源于以下几个方面:
- 机床精度误差:机床自身的运动精度、刀具磨损及刚性不足可能会导致尺寸偏差。
- 夹具定位误差:夹具装夹不当或重复定位精度不足,可能造成加工位置偏移。
- 热变形误差:加工过程中产生的热量可能导致材料膨胀,影响最终尺寸精度。
- 测量误差:测量工具的精度、测量方法的不当以及环境因素都可能导致检测误差。
误差补偿方法
为了提高凸轮加工的精度,可以采用以下误差补偿策略:
- 软件补偿:通过数控系统中的误差补偿功能,调整加工路径,以修正已知的加工偏差。
- 硬件补偿:使用高稳定性的夹具和砂轮,以减少加工过程中可能产生的偏差。
- 过程优化:通过优化切削参数,如进给速度、切削深度等,减少热变形影响。
误差补偿工具
Cam Grinding 提供了一整套的误差分析与补偿工具,帮助用户快速识别误差来源,并进行精准补偿,以提升加工精度和效率。其主要功能包括:
- 直径误差分析:判断砂轮实际直径与系统中输入的直径有误差时会产生多大的偏差。
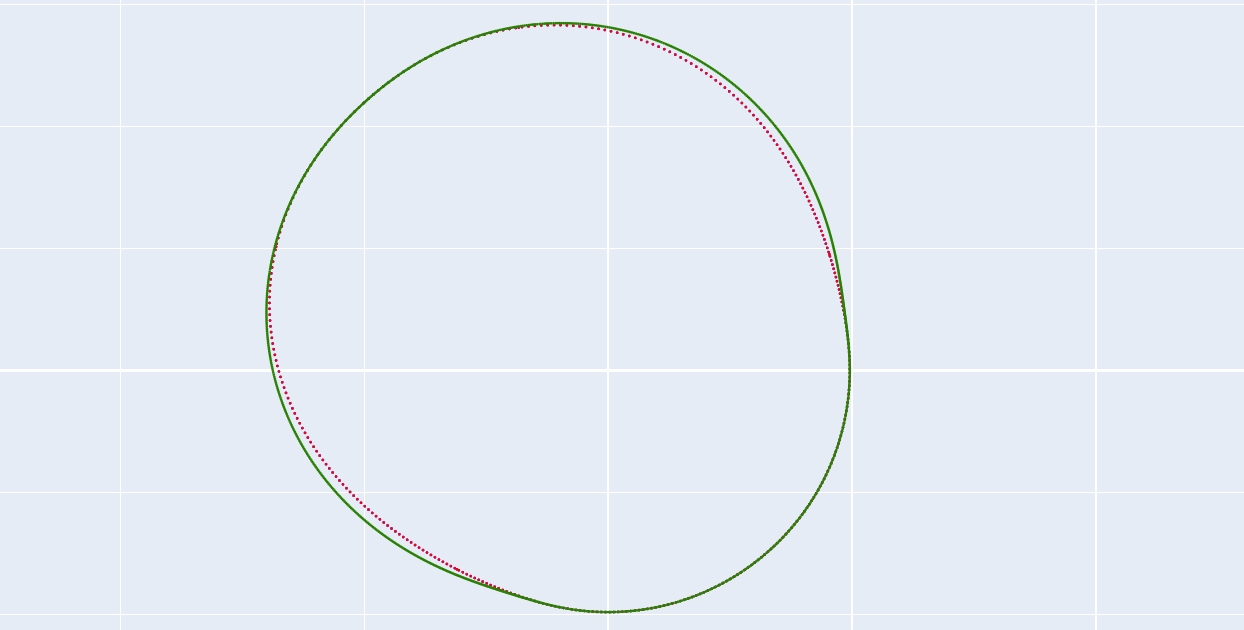
- CAM 误差叠加:将测量仪测量数据和标准凸轮数据进行对比,绘制实际加工出来的凸轮曲线。
- CAM 误差对比:将连个凸轮曲线进行对比,分析两者在每个角度下的误差值。
- 加工误差修正:通过实际测量出的凸轮曲线和标准凸轮曲线进行比较,修正加工偏差。
有效的误差补偿不仅能够显著提高凸轮加工的精度,还能减少废品率,延长设备使用寿命,并提升整体生产效率。合理利用先进的误差补偿工具和方法,能够确保生产质量达到最优水平。