基本参数
基本参数中包含最常用的设置项,包括砂轮直径/直径间隔/凸轮 DXF 文件,以及输出文件夹等。下面逐项介绍参数含义及设置方法。
最大砂轮直径
机床 CNC 代码是通过控制砂轮架前后运动以及头架旋转运动实现凸轮的加工。实际上可以看作是控制砂轮轴中心点绕头架旋转运动。实际加工中是通过砂轮边沿和工件接触切削从而加工出凸轮轮廓。这其中涉及砂轮中心运动轨迹和砂轮边沿运动轨迹的区别,两者之间是以砂轮半径为宽度的轮廓线关系。因此,砂轮直径变化时砂轮中心运动轨迹也会变化,从而使得砂轮边沿运动轨迹符合凸轮设计曲线要求。
每当砂轮直径变化时,需要重新计算一组新的加工代码以满足加工精度的要求。Cam Grinding 提供了最大砂轮直径和最小砂轮直径的设置,软件会在这个区间内生成合适的加工代码。
根据实际安装的砂轮直径,设置 最大砂轮直径 参数,通常情况下,当前砂轮直径是多少,则最大砂轮直径就应设置为相同数值。请确保在机床中将砂轮实际直径与系统设置直径校准,否则实际加工可能会产生误差。
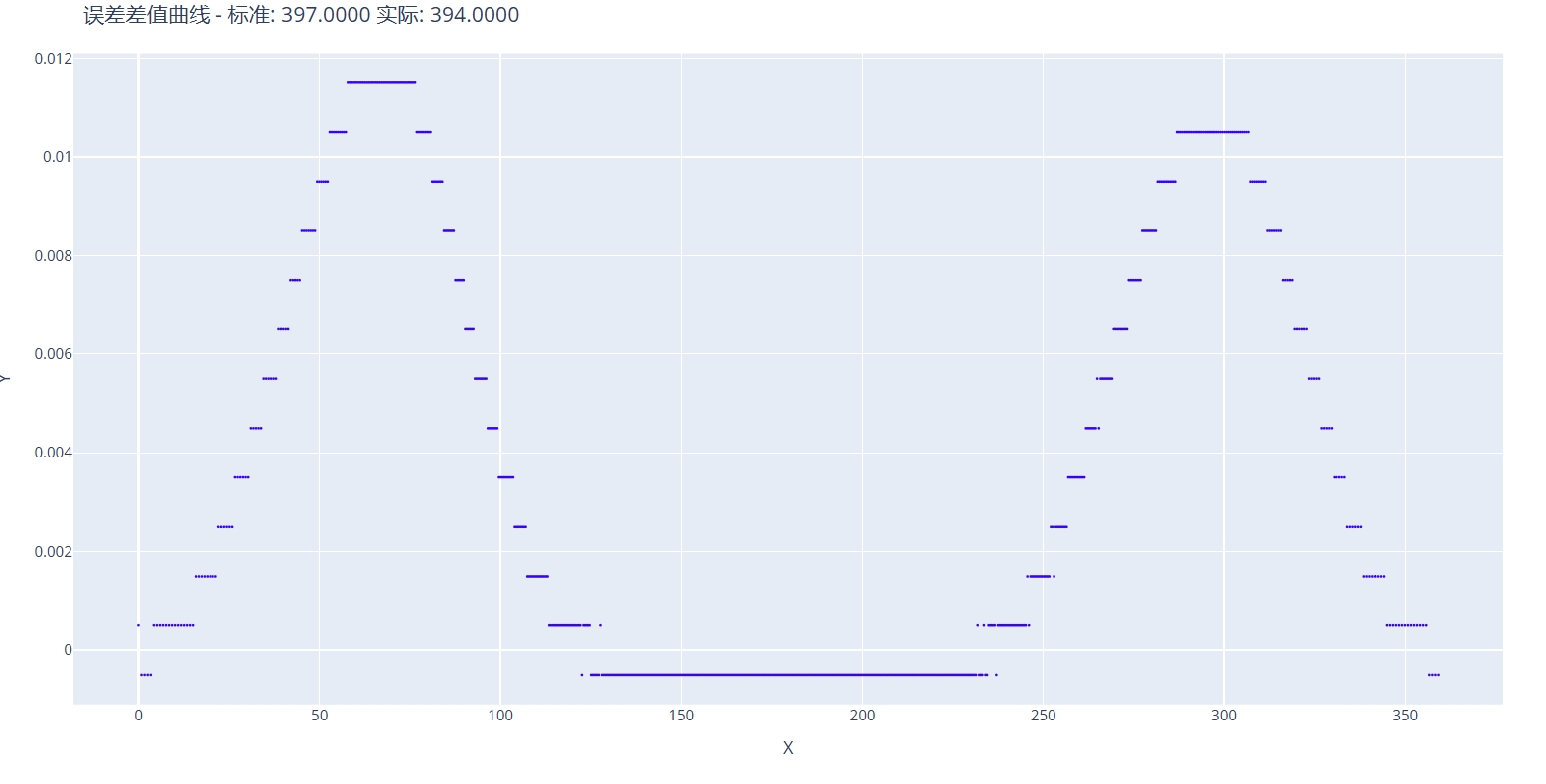
例如,当凸轮直径误差为 3mm 时,实际加工可能会产生约 0.012mm 的曲线误差:
最小砂轮直径
最小砂轮直径的设置值需要小于或等于最大砂轮直径。由于生成的加工代码会覆盖从最大砂轮直径到最小砂轮直径的范围,因此最小砂轮直径越小,生成的代码文件尺寸越大。通常情况下,应设置足够使用的直径范围即可。
砂轮直径误差修正
最大砂轮直径右侧的绿色输入框用于系统设置的砂轮直径和实际砂轮直径存在误差时,修复砂轮直径误差所引起的凸轮曲线加工误差。例如,当前系统设置的砂轮直径为 400 mm,实际砂轮直径为 405 mm,那么砂轮直径误差修正的值应设置为 5 mm。
砂轮直径间隔
此参数决定了砂轮直径每变化多少 mm 时,重新计算一组新的加工代码。设置值越小,直径误差引起的曲线误差越小,但生成的代码文件尺寸也会增加。推荐设置为 0.5 mm。
凸轮 DXF 文件
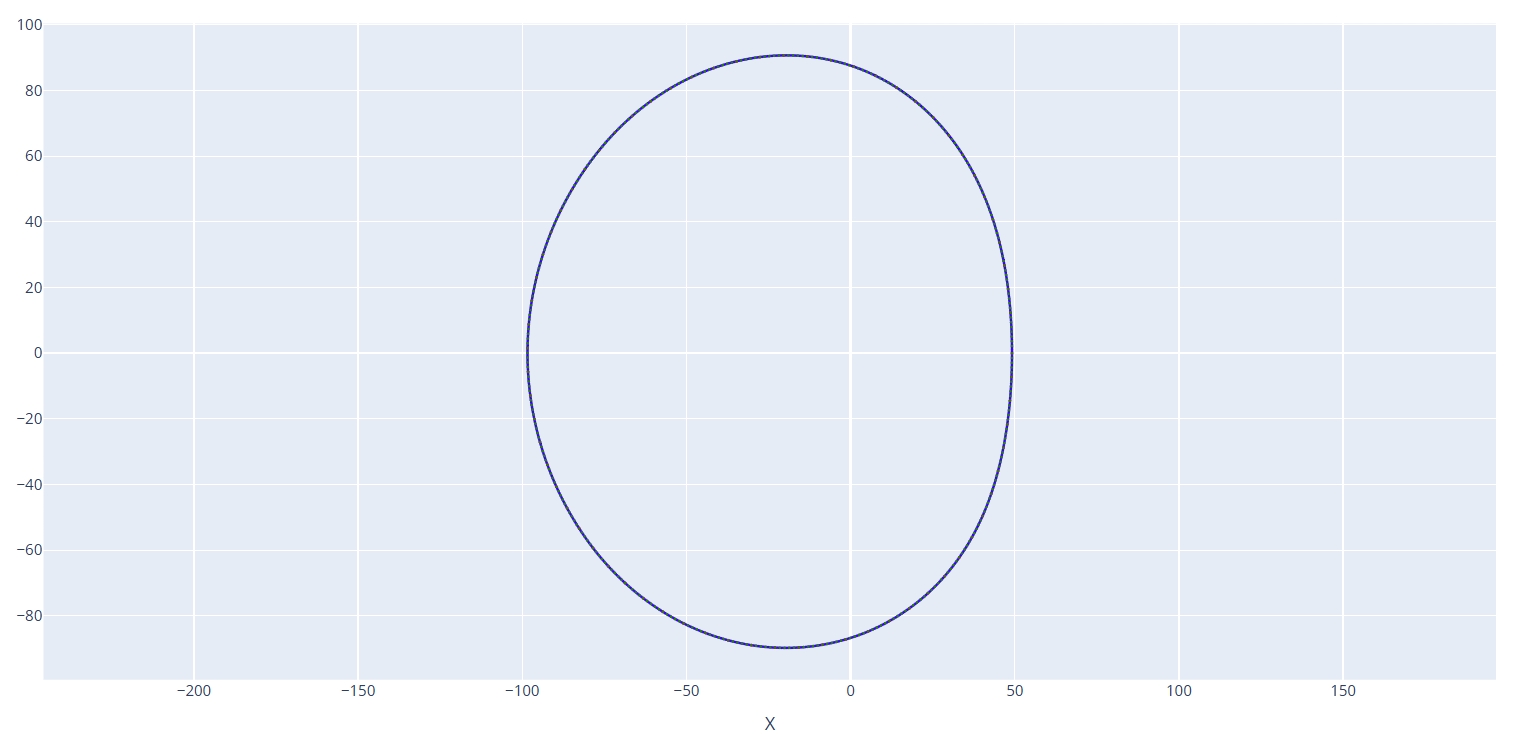
此处需要提供用于加工的凸轮 DXF 图纸,该图形必须为凸轮的轮廓线。加工方向应以沿着 X 轴正向为起点,顺时针加工。
典型的凸轮曲线示例:
输出程序路径
此参数用于设置加工代码的输出文件夹,软件会自动在该文件夹下创建一个子文件夹,名称格式为 CV_凸轮DXF文件,例如:CV_CAMTEST。
加工代码及相关输出文件将存放于该文件夹中,目录结构如下:
CV_文件名
├── 凸轮加工代码
├── 离散点化凸轮 DXF 文件
├── 多段线化凸轮 DXF 文件
├── 特定砂轮直径下加工运行轨迹
│ ├── 离散点化 DXF 文件
│ ├── 多段线化 DXF 文件
│ ├── 实际运行离散点坐标信息 TXT 文件
│ └── 凸轮曲线与加工运行曲线对比 HTML 文件
其中特定砂轮直径下的数据,即最终机床所运行的加工代码执行的加工轨迹。
将生成的凸轮加工代码复制到机床,即可进行加工。