高级参数
高级参数提供了更多的自定义选项,用户可根据实际需求调整这些参数,以优化加工效果并提升加工精度。
程序头信息
在生成的加工代码文件中,用户可以在程序头部添加自定义信息,例如该程序所对应的凸轮信息,如升程、基圆半径等,以便于后续的加工和管理。
示例如下:
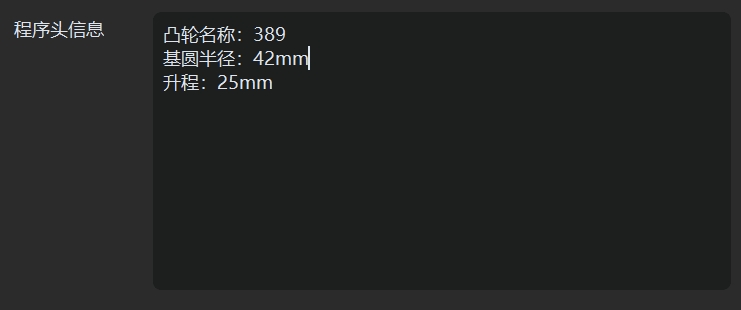
实际加工代码中的效果如下:
;凸轮名称:389
;基圆半径:42mm
;升程:25mm
;********************************
;砂轮直径范围:396.3000 - 395.3000
;砂轮步距:0.5
;轨迹程序段数:106
;********************************
;软件版本:1.11.0
;生成日期:2025-01-20 11:26:42
;********************************
...
DXF 读取精度
DXF 读取精度参数用于设置凸轮 DXF 文件的离散精度,定义原始凸轮曲线离散化后相邻离散点之间的最大距离。设置值越小,对凸轮曲线的识别精度越高,建议设置为 0.005mm,即可满足大多数加工精度要求。
程序点数量
该参数定义生成加工代码时所使用的离散点数量,每个点均由 X、C 两个轴的坐标构成。点的数量越多,加工精度越高,但也会导致代码文件体积增大,程序运行速度降低。默认设置为 3600 个点,通常能够满足加工需求。
示例如下:
X=0.0015 C=DC(0.3525)
建议优先使用 圆弧拟合 方法以减少点数,提高执行效率。
拟合圆弧
圆弧拟合功能可显著减少代码行数,提高执行效率。启用此功能后,系统将使用最小二乘法算法对加工离散点进行圆弧拟合,从而优化加工轨迹。
使用圆弧拟合功能时,需要机床开启 Transmit 坐标转换功能并设置相关系统参数。Siemens sinumerik 数控系统开启 Transmit 功能请参考 TRANSMIT。
启用后,生成的代码示例如下:
G02 X=247.2834 Y=-4.9551 CR=404.1318
若机床的几何轴顺序与标准 XYZ 不一致,可能需要启用 G3/G2 反转选项。
启用圆弧拟合功能后,输出文件目录将包含以下新增内容:
特定砂轮直径下加工运行轨迹
├── 圆弧拟合后 DXF 文件
├── 圆弧拟合后 HTML 文件
├── 圆弧拟合后 TXT 文件
其中 TXT 文件详细记录了每段圆弧的起点终点坐标/圆心坐标/圆弧半径等信息,便于后续的数据分析和优化。格式如下:
第 1 段 - 标准起点坐标: [247.3028, -0.0000], 标准终点坐标: [241.4712, -64.4415], 平滑起点坐标: [247.3145, 0.0000], 平滑终点坐标: [241.4568, -64.4388]
圆弧半径: 349.3673, 圆心坐标: [-102.0634, -0.8690], 圆弧相对圆心角度范围: [0.1425, -10.4842]
第 2 段 - 标准起点坐标: [241.4420, -64.4361], 标准终点坐标: [224.9668, -121.3544], 平滑起点坐标: [241.4568, -64.4388], 平滑终点坐标: [224.9540, -121.3493]
圆弧半径: 299.4235, 圆心坐标: [-53.0011, -10.0519], 圆弧相对圆心角度范围: [349.5353, 338.1781]
...
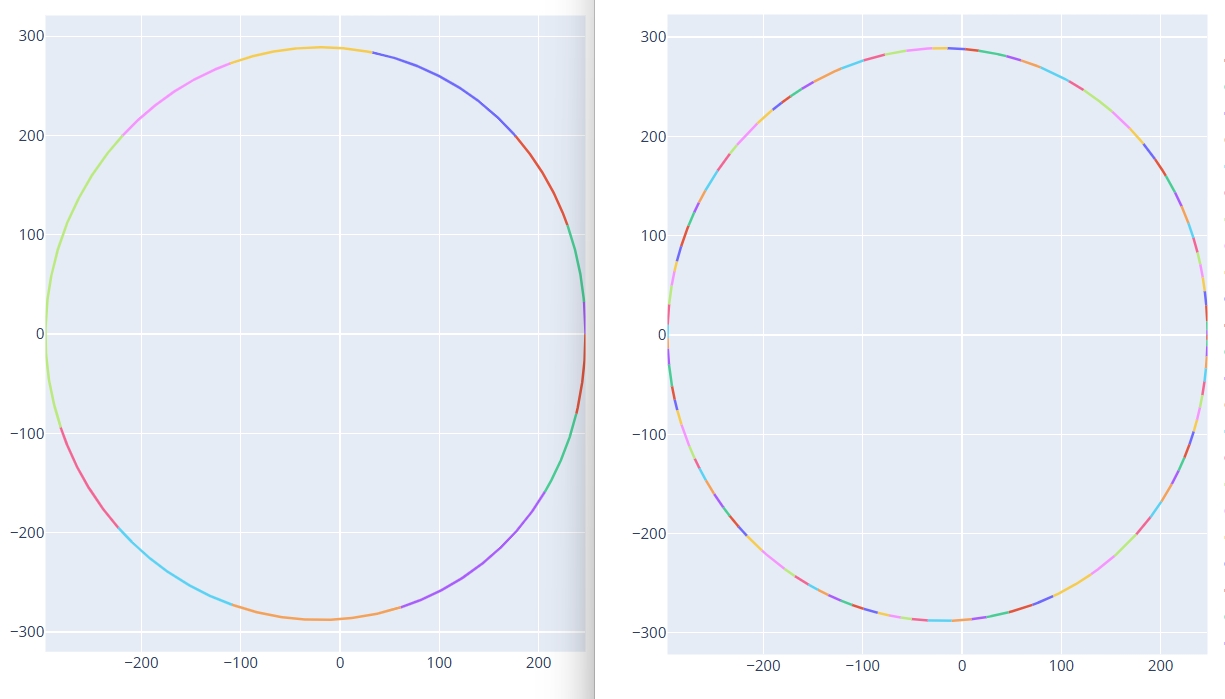
拟合误差
拟合误差参数用于控制圆弧拟合的精度。设置值越小,拟合结果越接近原始离散点曲线,精度越高,但同时会增加圆弧段的数量。通常情况下,建议将该参数设置为 1,以达到精度与效率的平衡。
以下图形中,左侧是误差设置为 10 的拟合效果,右侧是误差设置为 1 的拟合效果: